


- 手动试压泵单缸双缸
- 手动试压泵S-SY型
- 手动试压泵2S-SY型双缸
- 手动试压泵单缸SSY25B型
- 手动试压泵SSYA型
- 手动试压泵SSY型
- 手动试压泵SY2.5~10型
- 高压手动试压泵SL-SY系列
- 高压手动试压泵
- 高压手动试压泵SY16-125MPa
- 电动试压泵系列
- 高压电动试压泵2D-SY130MPa
- 大流量电动试压泵3DSYS60型
- 大流量电动试压泵3DSY55KW
- 电动试压泵3D-SY750型
- 高压电动试压泵3D-SY200型
- 高压电动试压泵3D-SY300MPa型
- 大流量电动试压泵3DY1500型
- 电动试压泵4D1SY型
- 电动试压泵立式2DSY型
- 电动试压泵4DSY型
- 大流量电动试压泵4DSY3.5MPa
- 大流量电动试压泵3DSY型75KW
- 电动试压泵高压集成式
- 电动试压泵2DSY型
- 电动试压泵2D-SY型
- 高压电动试压泵2D-SY160MPa
- 电动试压泵2D1SY型
- 电动试压泵3D-SY400MPa
- 电动试压泵4D-SYB6.3-80MPa
- 电动试压泵4DSY型立式
- 电动试压泵4DSY6.3-80MPa
- 电动试压泵高压集成式
- 老式集成式电动试压泵
- 电动试压泵高压集成式
- 电动试压泵高压集成式
- 电动试压泵4DSY型
- 电动试压泵4D-SY型
- 电动试压泵4D-SY型
- 超高压电动试压泵CB系列
- 电动试压泵便携式DSY系列
- 大流量电动试压泵3DSY4000/2.5MPa
- 电动试压泵3DY750型立式
- 电动试压泵3DY15进口泵头型
- 超高压电动试压泵
- 高压试压泵3DSY200MPa型
- 高压电动试压泵2DSY160MPa
- 高压电动试压泵4DSY100MPa
- 高压电动试压泵3D-SY130MPa
- 高压电动试压泵CB系列
- 高压电动试压泵4D-SY160MPa
- 高压电动试压泵2DSY130MPa
- 高压电动试压泵3D-SY300MPa型
- 高压电动试压泵3DSY400MPa
- 高压电动试压泵CB系列
- 大流量电动试压泵
- 大流量电动试压泵3DY55型
- 大流量电动试压泵3DSY15型
- 大流量电动试压泵3DYS60型
- 大流量电动试压泵3DSY75KW
- 大流量电动试压泵3DSY型90KW
- 大流量电动试压泵3DY110KW
- 试压泵曲线记录仪
- 试压泵数显记录仪压力采集系统
- 电动试压泵数显式
- 电动试压泵数显式
- 电动试压泵数显式
- 试压泵压力记录仪R1000
- 试压泵数显记录仪R1000
- 试压泵曲线记录仪
- 试压泵压力曲线记录仪
- 试压泵压力曲线记录仪
- 试压泵控制系统配件
- 试压泵系统控制软件
- 试压泵压力集成阀
- 试压泵控制系统电器
- 试压泵智能显示仪表
- 试压泵控制系统
- 试压泵压力集成阀
- 试压泵电气控制系统
- 111111
- 试压泵柴油机汽油机
- 柴油机汽油机试压泵
- 试压泵柴油机汽油机
- 试压泵柴油机汽油机
- 试压泵柴油机汽油机
- 气动试压泵超高压
- 气动试压泵高压集成多路阀
- 氮气密封试验台
- 液压阀门试验台
- 防喷器远程控制装置
- 计算机控制试压泵
- 试压泵计算机控制系统
- 计算机控制试压泵
- 试压泵计算机控制系统
- 计算机控制试压泵高压测试系统
- 计算机控制试压泵
- 试压泵消防洒水喷头专用试验机
- 试压泵气瓶水压爆破试验机
- 试压泵控制系统计算机
- 计算机控制试压泵
- 计算机控制试压泵
- 计算机控制试压泵
- 计算机控制试压泵
- 气动试压泵计算机控制
- 电动试压泵装备综合
- 车载式移动试压系统
- 防喷器远程控制装置
- 电动试压泵2DSY型
- 电动试压泵2DSY6.3-80MPa
- 电动试压泵2D1SY型
- 电动试压泵2D-SY型
- 高压电动试压泵2DSY100-130MPa
- 高压电动试压泵2D-SY160MPa
- 电动试压泵2DSY型立式
- 电动试压泵3DSY型
- 高压电动试压泵3D-SY300MPa型
- 电动试压泵3DSY750型
- 大流量电动试压泵3DSY15KW型
- 大流量电动试压泵3D-SY型30KW
- 高压电动试压泵3D-SY200MPa
- 超高压电动试压泵3D-SY400MPa
- 大流量电动试压泵3D-SY型55KW
- 大流量电动试压泵3D-SY型75KW
- 大流量电动试压泵3D-SY型90KW
- 大流量电动试压泵3D-SY型110KW
- 电动试压泵3DSY微型
- 电动试压泵3DSY5.5KW型
- 电动试压泵3D-SY微型
- 电动试压泵3DSY750型立式
- 大流量电动试压泵3DSY4000/2.5MPa
- 电动试压泵3DY15进口泵头型
- 电动试压泵3DY750型立式
- 电动试压泵4DSY型
- 电动试压泵4D-SY型
- 电动试压泵4D-SY型
- 电动试压泵4D1SY型
- 电动试压泵4D-SY型
- 低压大流量电动试压泵4DSY3.5MPa
- 电动试压泵4DSYB型
- 电动试压泵4D-SY型
- 电动试压泵4DSY型立式
- 电动试压泵4DSY型
- 气动试压泵QY140
- 气动试压泵QY140型
- 高压气动试压泵
- 气动试压泵压力曲线记录仪
- 气动试压泵QY140型(带高压气控阀)
- 气动试压泵单缸
- 气动试压泵QY140A-J老式
- 单缸气动试压泵
- 气动试压泵QY140-J
- 气动试压泵机械圆盘记录仪
- 气动试压泵QY140型
- 气动试压泵QY140-J型
- 气动试压泵高压集成式
- 气动试压泵QY140高压
- 气动试压泵QST型
- 试压泵氮气密封试验台
- 气动试压泵QST系列
- 气动试压泵QST型
- 气动试压泵QST型
- 气动试压泵QST集成式
- 压力自控试压泵遥控
- 压力自控试压泵遥控
- 压力自控试压泵带遥控启停
- 变频变流量试压泵
- 压力自控试压泵遥控系统
- 试压泵变频变流量控制系统
- 试压泵变频控制系统
试压泵气瓶爆破试验机参考的检验标准
来源:本站 添加时间:点击量:
试压泵气瓶爆破试验机参考的检验标准
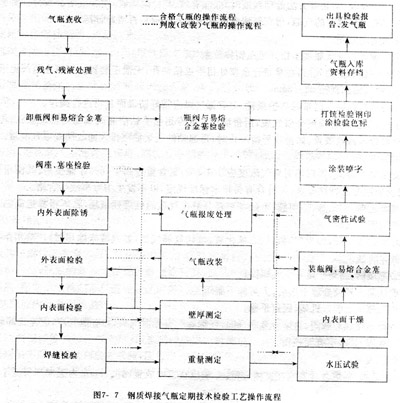
钢质焊接气瓶定期技术检验与评定操作规程
一、工艺操作流程
焊接气瓶定期技术检验与评定的工艺操作流程见图7—7所示。
二、检验前准备
气瓶检验前的准备工作直接关系到检验作业的安全和缺陷评定的准确性和正确性问题,必须给予高度重视,应作好此项工作。
(一)气瓶查收
接受送检气瓶时,应在送检者在场的情况下,完成下列工作。
1.查清送检气瓶型号、规格、数量。
2.逐只检查受检气瓶的漆色、字样是否和盛装介质相符。
3.查清气瓶制造单位钢印标志是否和有关规定相符。标志不清或项目不全的气瓶应做好记录和标记,以便安排缺少项目的检查。
4.检查气瓶瓶阀是否符合有关规定要求。
5.查清受检气瓶的技术档案资料是否齐全,并符合有关标准要求。
6.检查气瓶安全附件、防震圈、瓶帽、瓶阀是否损坏。
7.对未到期,提前送检的气瓶,应查明原因,以确定检验的重点。
8.登记用户要求喷涂的标记、编号。
9.对拟改装气瓶应登记改装前和拟改装气体的名称。
10.对瓶装介质不明、瓶阀锈蚀无法开启的气瓶,应与其它送检气瓶分开存放,并作好采取妥善办法做特殊处理(参见本章第二节三、(二)内容)后,再行检验。
11.将上述检查结果详细记录于气瓶收发登记表上,双方签字认可。
(二)残气、残液的处理
1.卸瓶帽,作好标记。
2.鉴别气体性质。
3.根据气体特征,确定处理方法。
①无毒非可燃气体可直接“放空”。
②无毒可燃气体应用残液罐回收。
③有毒气体排放根据气体特性采用化学吸收法或抽空法(真空度应符合要求)。应用化学吸收、中和等方法处理残液时,应能有效、充分地吸收、中和或溶解致符合要求。
4.对未有余气排出的气瓶,用充气法或称重法检查瓶阀是否堵塞、滑丝。
5.瓶阀堵塞处理
①带有泄放装置气瓶逐步松开泄压帽排放余气。
②有易熔合金塞的气瓶,在易熔合金塞处用手播钻钻孔,无泄压装置的气瓶在瓶阀锥形螺纹处钻孔排放余气,钻孔直径甲2—3mm。
③应用手摇钻钻孔时带好防护眼镜。对有毒气体应带好防毒面具再进行操作。
6.极度、高度危害程度介质气瓶,用带泄压孔的专用钻头钻削瓶阀或易熔合金塞孔,将残液由泄压孔接管排入回收装置。如排放平衡停止时,再起动纳氏泵抽液排入回收装置或残液罐。
7.附加说明:
①使用防毒器具,其现场有毒气浓度应小于2%,氧含量应高于18%才能使用。其使用型号、种类、规格应适应介质特性要求,并符合有关技术标准规定,以不发生中毒事故为合格。
②对氯乙烯、丁二烯、三甲胺、甲醚等聚合分解性气瓶的处理残液场所,不得靠近高温、热源和氧气生产场所。
③对腐蚀性介质,如光气、氯气、二氧化硫、氟化氢等气瓶,如残液未除尽时,严禁用水冲洗,以免发生瓶体腐蚀。
(三)卸瓶阀、易熔合金塞及气瓶除锈
1.确认瓶内残液处理干净后,方可卸下瓶阀。
2.将气瓶推上装卸机架,固定平稳。
3.按操作规程卸瓶阀、易熔合金塞,卸时仔细聆听有无泄气声,如有泄气声,应停止卸阀。
4. 检查阀座、塞座有无损伤。
5.附加说明:
(1)卸瓶阀、易熔合金塞应在室内进行,冬季应在室内放置2h以上,室内温度不得低于5℃才能拆卸;
(2)人工卸时,其加长板手套管不得大于0.8m,以防扭矩过大损伤阀座、塞座。
(3)卸下的瓶阀、易熔合金塞应妥善保存、分类、编号,易熔合金塞不得靠近高温(68℃以上)热源。
6.用水冲洗内外表面,用布擦净,保证无泥灰、油污、杂物沾附。
7.有油污时用四氯化碳等脱脂剂清洗。
8.用钢丝刷清除瓶体外部锈蚀物(大容积气瓶)。
9.内表面如有锈蚀污物,可用内部清洗机处理(内表面有油污时可倒入四氯化碳等脱脂剂清洗除油污),见到金属本色。
10. 清除瓶内锈蚀物,用水反复冲洗后,将瓶倒置流尽积水。
三、瓶阀与易熔合金塞检验
瓶阀和易熔合金塞的状况均会影响气瓶的使用安全,必须逐一检查。
(一)瓶阀检验
瓶阀应逐只拆洗检查,维修或更换损伤的阀件。阀体不允许有严重变形,螺纹不允许有严重损伤或变形,保证开闭自如不泄漏。操作如下:
1.检查瓶阀型号是否和有关标准相符。
2.阀体外观有否变形、弯曲、裂纹等缺陷。
3.检查瓶阀锥尾端和侧接头螺纹有否磨损倒牙现象。
4.阀体及零部件材质检查。
5.瓶阀上各零件结构、规格检查。
6.瓶阀螺纹锥度(锥尾端)检查(用气瓶专用螺纹量规)应符合GB 8335气瓶专用螺纹 标准的规定。
7.用瓶阀气密性试验装置对瓶阀进行开启、关闭以及任一状态下的气密性试验。要求开闭自如、不泄漏。
(二)阀座、塞座检验
1.阀座、塞座不允许有裂纹、塌陷。
2.阀座、塞座螺纹不允许有变形,螺纹有毛刺和轻度腐蚀,应用气瓶锥螺纹丝锥进行修复,并应连接可靠(螺纹尺寸应符合GB 8335—87气瓶专用螺纹的规定)。
(三)易熔合金塞检验.
易熔合金塞螺纹及易熔合金应完好。如有损坏,应予修复或更新。其装配应符合《气瓶安全监察规程》的有关规定。
(四)其它附件检验
气瓶其它附件应齐全完好。如有损坏,应予修复或更新。
需说明的是,气瓶的附件可以进行修理或更换,但这种修理或更换是不允许对瓶体进行焊接或火焰加热的,除非由气瓶制造厂进行并加以焊后热处理。
四、气瓶的内外表面检验
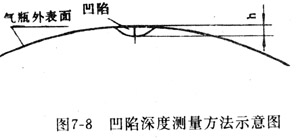
(一)气瓶必须逐只进行内外表面检查,内部检查难度较大,可用电压不超过24V具有足够亮度的安全灯或内窥镜等检测仪器进行,但也很难得出定量的结论,内表面缺陷超标的气瓶应予报废。对内表面缺陷不明或难以判定的气瓶,应作进一步检验后再予以评定。对外表面凹陷深度采用高度游标卡尺和直尺,以凹陷的弦为基准测量深度,测量方法见图7—8所示。
对外表面划伤深度的测量方法有两种:
1.划伤深度值以最深处为准。测量用的专用量具如图7—9所示,卡板的型面曲率半径与钢瓶外廓相符合,千分表下的针尖插入划伤中,测量其深度。测量过程中要定期校核千分表读数,以消除由于针尖磨损造成的误差。

2.将软铅锤满划伤之中,取出软铅,用卡尺量得最大软铅高度,即为划伤深度。
(二)气瓶瓶壁不允许有裂纹、气泡、结疤、折叠和夹杂等缺陷。
(三)长度小于75mm的划伤,最大深度不大于设计壁厚的1/2且不大于3.2mm,其实测剩余壁厚还不得小于设计壁厚,长度大于或等于75mm的划伤,最大深度不大于设计壁厚的1/4且≯1.6mm。
以上的划伤控制指标是以计算壁厚为厚度的瓶体不受损伤,并规定划伤的最大长度与深度,这在短检验周期条件下,是有安全保证的。
(四)气瓶瓶壁处的凹陷深度不大于该凹陷长径的1/l0,瓶体焊缝处的凹陷深度≯6mm。凹陷边缘不允许有棱角;凹陷内不允许有划伤。
(五)气瓶不允许有肉眼可见的鼓包,即鼓包处的圆周伸长率应小于1%。圆周伸长率的规定是用于对用肉眼看有怀疑,但难以定论的鼓包处的测量。其方法是,测量未变形处,如环缝附近的圆周长L1,再测量可疑部位的圆周长L2:,则:圆周伸长率%=(L2-L1)/L1×100%<1%如果鼓包是不对称的,只集中在一侧,那么允许值也相应减少一半,即0.5%。
(六)烧伤检验
气瓶不允许瓶体金属被烧结、瓶体变形、瓶体被电弧或焊割具火焰烧伤。由于烧伤会改变金属的金相组织,降低其机械性能,因此是:不允许的。
(七)腐蚀检验
腐蚀是在用气瓶最常见的缺陷,在保证安全壳和短检验周期的前提下,对腐蚀提出如下控制指标。
1.点腐蚀的实测剩余壁厚不小于设计壁厚的2/3。本款仅适用于符合定义的条件,不能推广应用到大面积腐蚀区域中的点蚀坑。
2.线状腐蚀(包括保护罩或底座与瓶体连接处的腐蚀长度小于75mm时,最大腐蚀深度不大于设汁壁厚的l/2且不大于3.2mm。腐蚀长度大于或等于75mm时,最大腐蚀深度不大于设计壁厚的1/4且不大于1.6mm。
3.大面积均匀腐蚀深度不大于设计厚壁的1/2且不大于3.2mm。
4.大面积均匀腐蚀中的点状腐蚀,最大腐蚀深度不大于设计壁厚的1/3且不大于2.1mm。
5.大面积均匀腐蚀中的线状腐蚀,腐蚀长度小于75mm时,最大腐蚀深度不大于设计壁厚的1/3且不大于2.1mm。腐蚀长度大于或等于75mm,最大腐蚀深度不大于设计壁厚的1/6且不大于1.1mm。
6.气瓶应逐只地进行壁厚测定。除1外的实测剩余壁厚均不小于设计壁厚。壁厚测定方法如下:
a.用铁砂布将缺陷表面打磨干净。
b.用标准试块调试仪器,达到测试精度。
c.测试点按检验要求确定。对于腐蚀性介质气瓶,如氟化氢、二氧化硫、光气、氯气等气瓶以及表面腐蚀严重的气瓶,应多选点测厚或局部重点测厚,以保证准确地测出瓶体最小壁厚值。
d.将耦合剂涂在被测部位,用探头进行测厚,并记录测得数据。测厚仪显示值稳定、不跳动时,读取记录数据才能有效,否则为测定不准确。
e.测试完毕,擦净探头和试块的耦合剂。
五、焊缝检验
(一)焊缝及其热影响区是气瓶的薄弱环节,特别是气瓶的纵焊缝与环焊缝的交接处,因此对其缺陷应从严控制。其表面不允许有裂纹,对有怀疑的部位,应采用10倍放大镜检查,必要时进行无损探伤复验。
(二)瓶体主焊缝上的划痕应予磨平,磨平处应圆滑过渡,且不得低于母材。
(三)焊缝余高超过规定(3.5mm)的,一律应进行修磨(3.5mm以下)。
六、重量测定
(—)确认瓶内应无积水和杂物,
(二)、校正称重衡器的“0”位,检查灵敏度。衡器的最大刻度值应力常用称量值的1.5~3倍。并且校验期不得超过三个月。
(三)将卸掉了气瓶附件(瓶阀、防震圈、易熔塞、瓶帽等)的气瓶滚上(吊上)衡器上进行称重,并记录测得数据。
(四)记录气瓶重量损失率
(五)因重量损失率指标控制气瓶受腐蚀的总体程度,因此.对于1 0—150L气瓶的重量损失率不得大于5%;对于大于150L的气瓶,以满足强度要求的设计壁厚为气瓶壁厚控制基准,其重量损失率不得大于:10%。
(六)对实测重最大于原始重量时.应将原始重量上打一横线,将实测重量打在它的上(下)面;
七、水压试验(耐压试验)
(一)由于大容量瓶进行容积测定和容积残余变形率测定在技术、操作等方面存在困难,考虑到国内多数检验单位的现有条件以及外表面检验已有鼓包规定,故只规定应逐只进行水压试验。
(二)水压试验装置、方法及安全措施应符合国家标准GB 9251的规定,试验操作方法应按如下规定进行。
1.记录待试瓶的有关数据(待试瓶上标志的有关内容),测量并记录试验温度。
2.接装受试瓶。将接头旋紧在受试瓶上,把受试瓶联接在试验装置上。
3.排气。在阀Fo和El关闭的状态下开启其余阀门,使试验用水注入试验装置并排放试验装置中的空气,必要时开启水压泵J加速空气的排放。当有水从E'1~E'n流出能确定空气已排尽时,依次关阀E'1一E'n
4.检漏。启动水压泵,当压力表的示值升至受试瓶的公称工作压力时,停止水压泵,检查各瓶是否有泄漏。若发现某只受试瓶瓶体泄漏,则关闭相应的进水阀和开启相应的卸压阀(例如受试瓶瓶体泄漏时,应关闭阀E2和开启阀E'2),中止该受试瓶的试验,在该瓶体上打上泄漏标记,将泄漏情况记入记录。
5.升压。在无泄漏的情况下,启动水压泵,使其压力升到受试瓶的试验压力,然后停泵。
6.保压。保压3min,且仔细观察压力表值不得有下降,瓶体不得有泄漏等异常现象。
7.卸压检验。达到规定时间后,卸掉压力检查,瓶体不得有可见变形、裂纹和泄漏。
8.拆卸受试瓶并记录试验结果。从试验装置上卸下受试瓶,从受试瓶上卸下专用接头,在记录上记下试验日期、试验压力、有无瓶体异常现象、试验者签字等。
八、内表面干燥
(一)将气瓶置于干燥装置上。
(二)打开干燥气源进行干燥。
1.干燥时温度控制在80—1.20℃。
2.干燥时间在20~25min后检查,直到无水渍为止。
(三)干燥时注意干燥室内通风,以防发生安全事故。
(四)对干燥气源的要求:
l. 干燥气源一般应用干燥氮气,对于盛装易燃易爆可燃介质气瓶,禁用空气干燥,必须用氮气或蒸汽做为干燥气源。
2.对于大容积的气瓶一般干燥方法是:先用蒸汽吹扫,然后立即再用干燥空气吹除,例如氯气瓶的干燥处理。
3.对手介质有特殊要求的气瓶,其干燥质量应符合有关规定。
九、安装瓶阀、易熔合金塞
(一)检查瓶阀装卸机或人工装卸架是否灵活好用。
(二)用生料带缠紧瓶阀,用手轻旋入瓶口(阀座)。
(三)将易熔合金塞缠紧生料带用手旋入塞座口。
(四)将气瓶在装卸机或人工装卸架上固定稳,上紧瓶阀、易熔合金塞,不得损伤瓶阀和瓶体。
十、气密性试验
(一)试验介质
气瓶在水压试验合格后,用干燥无油的空气、氮气或其它与气瓶盛装气体性质不相抵触的,对人体无害的,无腐蚀和非可燃性气体进行气密性试验。试验装置、方法和安全措施应符合国家标准GB 12137—89气瓶气密性试验方法的规定。
(二)操作步骤
1.检验气密性试验装置,安全附件是否安全可靠,符合要求;
2.向气瓶内充气,达到气瓶
关键词:试压泵气瓶爆破试验机参考的检验标准
